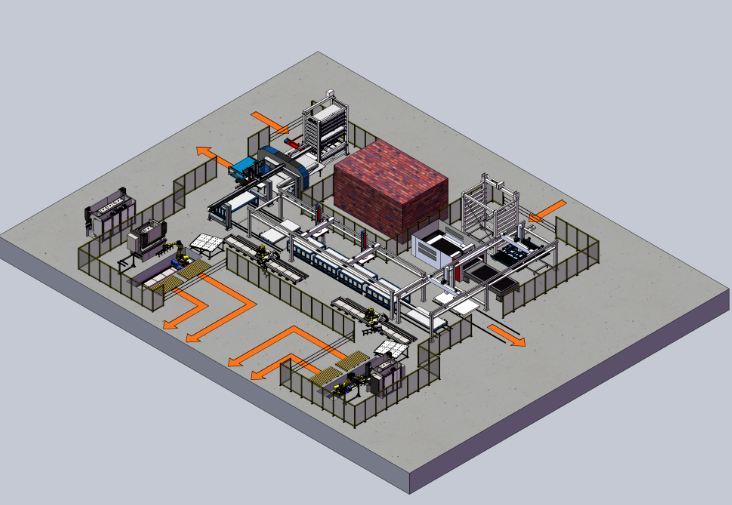
在激光切割设备中,床身就像是一台设备的“骨骼”,它不仅承载着整机重量,更直接决定了设备的稳定性、精度保持性和使用寿命。在瑞铁,我们始终坚持一个原则:核心部件,自己造。今天,就让我们走进瑞铁生产车间,揭开激光加工床身的制造面纱。
第一步|激光切割下料,精度从源头把控
瑞铁激光床身所需的钢板焊接件,全部采用激光切割机下料。相比传统切割方式,激光切割断面无毛刺、切口光滑平整、热影响区小,工件热变形更低。高精度的下料尺寸,为后续组焊提供了可靠基础,使床身整体焊接尺寸更加可控,从源头保障床身精度。
第二步|榫铆板焊结构,筑牢稳定之基
在焊接结构设计上,瑞铁激光床身采用榫铆板焊结构。这种结构形式受力合理、整体刚性强,不易产生结构性变形,为床身长期稳定运行打下坚实基础。
焊接过程中,采用二氧化碳保护焊,焊接过程稳定、焊缝成形好、飞溅小、内部缺陷少。焊接完成后,对焊缝进行打磨处理,彻底清除焊渣和毛刺,使焊件表面更加光洁,为后续工序做好准备。
第三步|退火+喷砂,双重保障稳定性与附着力
为了彻底消除焊接过程中产生的内应力,瑞铁对激光床身进行整体退火处理,精准控制退火温度与时间,使内部应力充分释放,确保床身长期使用不变形、不跑偏。
退火完成后进入喷砂工序。喷砂不仅能清理表面残留物,更能有效增强表面粗糙度,提高涂层附着力,为后续喷涂工艺奠定基础。

第四步|数控龙门铣加工,精度牢牢把控
床身的精度,最终要通过精密加工来实现。瑞铁激光床身采用粗加工 → 自然时效 → 精加工的成熟工艺路线。
粗加工阶段:采用较大进给量和切削深度,快速去除余量;
自然时效:让材料在时间中进一步释放残余应力,避免后续加工及使用中出现变形;
精加工阶段:使用高精度CNC龙门加工中心,对导轨、齿条等关键安装面进行精密加工,获得高质量安装基准。




第五步|双重喷涂工艺,不仅好看,更是保护
在表面处理上,瑞铁采用底漆 + 面漆的喷涂工艺。底漆附着力强、封闭性好,可有效保护基层并提升表面平整度;面漆作为最外层涂层,兼顾装饰性与防护性,使床身更加耐用、美观。
瑞铁配备大型构件专用喷漆房,对温度、湿度、光照度及空气洁净度进行严格控制,确保每一台床身喷涂质量稳定一致。
自主制造,成就瑞铁品质
核心在自己手里,品质才真正可控。每一道工序的严格把控,每一个细节的精益求精,都是为了让客户拥有更稳定、更精准、更耐用的激光加工设备。未来,瑞铁机床将继续深耕自主研发与制造,为全球客户提供更具竞争力的激光加工解决方案!